Machining small features on research prototype parts
Application: Using a variety of cutting tool sizes from 1 mm to 0.1 mm and smaller for machining small features on research prototype parts
Machining: Roughing/Finishing/Pocketing/Holes
Time Savings: „The number of hours saved over standard 12k machine spindle would be months of time“ – Jeff Tiedeken
Total Time Savings: “months”
Company: Cutting Time
Machines:
- Matsuura MX330 with ChipBlaster 1000 PSI
- Haas DT1 5 axis with Haas 1000 PSI HP
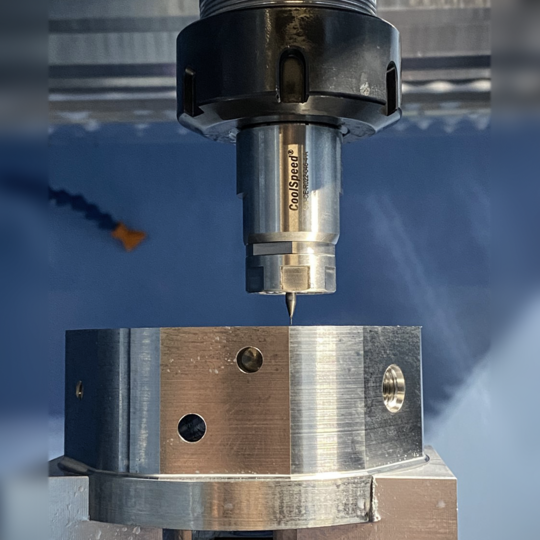
CoolSpeed® mini: CM-CE-R016-046-4-A
rpm: 60,000-80,000
Driven by: coolant
Coolant Pressure: 500-870 psi
Size of work piece: Varies
Material: Grade 2 Titanium
Hardness: 21 HRC (98 HRB)
Testimonial: Jeff Tiedeken (company “Cutting Time”)
„Currently, we have 3+ machines running CoolSpeed® spindles around the clock! We produce prototype parts specifically for the science community in various materials, a lot of those parts have channels, pockets and holes down to 0.1 mm and sometimes smaller in special cases. It isn't feasible to do small features of that size without relying on spindle speeders. The price and performance allows us to have multiple CoolSpeed® spindles loaded in the tool magazine. We rough with a 1 mm, clean up with a 0.5 mm and finish with 0.3 mm end mills, which speeds up the proccess and reduces the risk of breaking end mills on longer runs. We have one major production job that has been consistent for the last 2 years cutting grade 2 titanium, the number of hours saved over standard 12k machine spindle would be months of time, I can't even imagine doing it any other way than using the CoolSpeed® spindle speeders.”





