微流体通道加工
应用场景:采用1毫米至0.1毫米及更小尺寸的各类切削刀具,加工研究原型零件上的微型特征
加工工艺:粗加工/精加工/挖槽/钻孔
节省时间: “相较于标准12k机床主轴,可节省数月工时”—— Jeff Tiedeken
总时间节省:“数月”
公司:Cutting Time
加工设备:
- Matsuura MX330 配 ChipBlaster 1000 PSI
- Haas DT1 五轴加工中心配Haas 1000 PSI 高压冷却系统
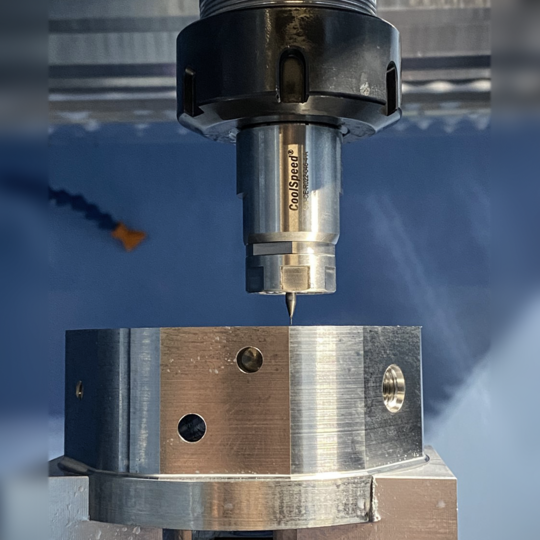
CoolSpeed® mini:CM-CE-R016-046-4-A
转速:60,000-80,000 转/分钟
驱动介质:冷却液
冷却液压力:35-60巴
工件尺寸:不固定
材料:2级钛合金
硬度:21 HRC(98 HRB)
客户评价:Jeff Tiedeken(公司:Cutting Time)
“目前我们有三台以上设备全天候运行CoolSpeed®主轴!我们专门为科研界生产各类材料的原型零件,其中许多零件带有通道、凹槽和孔洞,最小尺寸达0.1毫米,特殊情况下甚至更小。若不依赖主轴加速器,根本无法加工如此微小的特征。其性价比使我们能在刀库中配置多支CoolSpeed®主轴:粗加工用1毫米刀具,精修用0.5毫米刀具,精加工则采用0.3毫米立铣刀。这不仅加速了生产流程,更降低了长周期加工中立铣刀断裂的风险。我们有项持续两年的大型生产任务需加工2级钛合金,相较标准12k主轴节省的工时可达数月之久。若不用CoolSpeed®主轴加速器,简直无法想象如何完成这项任务。”





