
相较于机床主轴,CoolSpeed® MAX 实现提速 58% 的操作效率
应用: 演示工件
加工内容: 型腔铣、槽铣
总加工时长:
- CoolSpeed® MAX:5分32秒
- 机床主轴:13分15秒
总计节省时间: 58%
加工设备: Hermle C32 机床
CoolSpeed® MAX 型号: CX-CE-F020-109-FL-SB-A
转速: 28,000 转/分钟
驱动方式: 冷却液驱动
冷却液压力: 55 巴(798 磅/平方英寸)
工件尺寸: 80 毫米(深)× 100 毫米(宽)× 30 毫米(高)
材料: SAE1045 碳钢
硬度: 220 HB
切削刀具: Gühring RF 100 U 3732(3.000英寸)

应用:在单个静态ER夹头刀座中,使用超高速可调角度CoolSpeed® Flex主轴,配合设定为70度的长柄球头铣刀,转速达45,000转/分钟。
公司:Roush Yates Engines(美国)
机床:Mori Seiki NL2000
CoolSpeed® Flex V 可调角度 ±92°:CM-CV-R025-016-FL-A
转速:45,000 rpm
驱动方式:冷却液驱动
冷却液压力:17 bar
加工效率提升3倍:在年产量达40,000件的模具零件上,使用CoolSpeed® Flex
应用:使用3毫米球头铣刀进行微型凹槽加工
加工内容:雕刻
效率提升:3倍!
应用客户: Benmar Fabrication
加工设备: Takamaz XW-130 机床
CoolSpeed® Flex 型号: CM-CE-F075-037-FL-A
转速: 42,000 转/分钟
驱动方式: 冷却液驱动
冷却液压力: 16.5 巴(美国标准:240 磅/平方英寸)
工件尺寸: 50 毫米 × 50 毫米(2英寸 × 2英寸)
材料: 模具钢

制作精细印章(模具)
应用场景: 使用0.4毫米立铣刀制作定制精细模具,用于铸造贵金属钱币与金条。
加工工艺: 精加工
节省时间: 相比传统的50,000转/分钟主轴,加工效率提升10倍,并可使用的刀具直径减小一半。CoolSpeed® Flex技术将总加工时间从48小时缩短至5小时。
单件节省总时长:43小时
公司:Silverback Precious Metals
加工设备:Source Rabbit Micro Mill 微型铣床
CoolSpeed® Flex 高速主轴系统(型号:CM-CE-F075-037-FL-A)
转速:60,000转/分钟
驱动方式:冷却液
冷却液压力:30 巴
工件尺寸:2英寸x2英寸
材料:AISI 4140钢(退火态)
硬度:22 HRC(99 HRB)
高速加工不锈钢,进给速度900英寸/分钟
应用场景:使用2毫米立铣刀加工复杂模具型芯
加工工艺: 粗加工与精加工
加工时长: 4.5小时
节省时间: 在进给速度高达900英寸/分钟(23,000毫米/分钟)的条件下,完成长达150万行的NC程序加工,将切削时间从12小时缩短至4.5小时。
节省时间: 7.5小时 / 37.5%
公司:Fraisa USA
加工设备:Hermle C 22 U
CoolSpeed® Flex:CM-CE-F075-037-FL-A
转速:70,000 转/分钟
驱动方式:冷却液
冷却液压力:43 巴
工件直径:5英寸
材料:440C-SS(不锈钢)
硬度:30 HRC(105 HRB)

应用场景: 使用1毫米立铣刀对高装饰性零件进行精加工
加工工艺: 精加工
节省时间: 加工200个零件,累计节省工时350小时
总节省时间: 200个零件累计节省350小时
公司:La Forge De Style(美国)
加工设备:Haas VF-4SS
CoolSpeed® mini:CM-CE-F025-010-4-A
转速:48,000转/分钟
驱动方式:冷却液驱动
冷却液压力:20巴
工件直径:3英寸
材料:镍银
硬度:120 HB(45 HRB)
客户评价: Tom Afflard(La Forge De Style )
"若没有CoolSpeed® mini,客户根本无法拿下这笔订单。该机床主轴转速仅能达到10,000转/分钟,但在300 psi冷却液压力下,CoolSpeed® mini可实现48,000转/分钟的运行速度。采用1毫米球头铣刀(4毫米刀柄直径)配合1200毫米/分钟进给速度,该工序周期缩短至25分钟。所有零件加工共节省主轴时间约350小时。"
微流体通道加工
应用场景:采用1毫米至0.1毫米及更小尺寸的各类切削刀具,加工研究原型零件上的微型特征
加工工艺:粗加工/精加工/挖槽/钻孔
节省时间: “相较于标准12k机床主轴,可节省数月工时”—— Jeff Tiedeken
总时间节省:“数月”
公司:Cutting Time
加工设备:
- Matsuura MX330 配 ChipBlaster 1000 PSI
- Haas DT1 五轴加工中心配Haas 1000 PSI 高压冷却系统
CoolSpeed® mini:CM-CE-R016-046-4-A
转速:60,000-80,000 转/分钟
驱动介质:冷却液
冷却液压力:35-60巴
工件尺寸:不固定
材料:2级钛合金
硬度:21 HRC(98 HRB)
客户评价:Jeff Tiedeken(公司:Cutting Time)
“目前我们有三台以上设备全天候运行CoolSpeed®主轴!我们专门为科研界生产各类材料的原型零件,其中许多零件带有通道、凹槽和孔洞,最小尺寸达0.1毫米,特殊情况下甚至更小。若不依赖主轴加速器,根本无法加工如此微小的特征。其性价比使我们能在刀库中配置多支CoolSpeed®主轴:粗加工用1毫米刀具,精修用0.5毫米刀具,精加工则采用0.3毫米立铣刀。这不仅加速了生产流程,更降低了长周期加工中立铣刀断裂的风险。我们有项持续两年的大型生产任务需加工2级钛合金,相较标准12k主轴节省的工时可达数月之久。若不用CoolSpeed®主轴加速器,简直无法想象如何完成这项任务。”

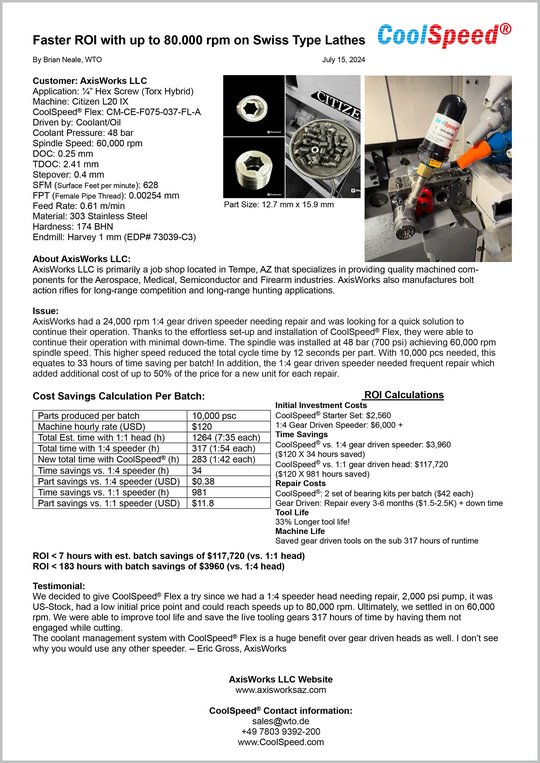
使用 CoolSpeed® Flex 进行 Torx 螺丝头的高速加工
应用:1/4英寸六角螺钉(Torx混合型)
加工工艺:槽铣
单件加工时间:
- CoolSpeed® Flex:1分42秒
- 瑞士型:7分35秒
10,000件总加工时间:
- CoolSpeed® Flex:283小时
- 瑞士型:1,264小时
总节省时间:981 小时 ≙ 117,720 美元
公司:AxisWorks LLC(美国)
机床:Citizen L20 IX
CoolSpeed® Flex:CM-CE-F075-037-FL-A
转速:60,000 rpm
驱动方式:切削液
切削液压力:48 bar
工件尺寸:12.7 mm x 15.9 mm
材料:303 不锈钢
硬度:174 BHN
用户感言:Eric Gross(AxisWorks)
“我们决定试用CoolSpeed® Flex,因为当时有一台需要维修的1:4速比增速头,配备2,000 psi泵,该产品在美国有现货,初始价格低廉,且最高转速可达80,000 rpm。最终,我们将其设定在60,000 rpm。通过在切削过程中让动力传动齿轮处于脱离状态,我们不仅延长了刀具寿命,还为动力传动齿轮节省了317小时的运行时间。
CoolSpeed® Flex配备的冷却液管理系统相比齿轮驱动式主轴头也具有显著优势。我实在想不出还有什么理由会选择其他品牌的变速器。”

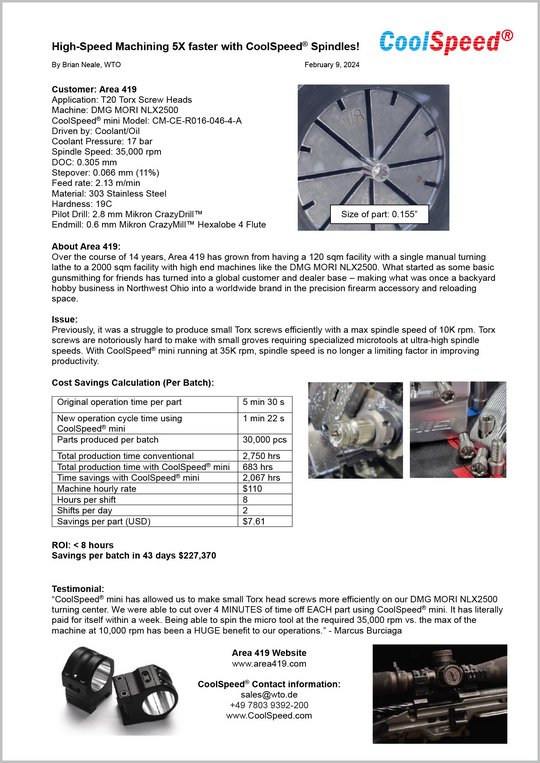
使用 CoolSpeed® mini 实现 Torx 螺丝头高速加工
应用: 在 Torx 螺丝头上进行先导孔钻孔(使用 2.8 毫米钻头)及型腔铣削(使用 0.6 毫米/0.0236 英寸立铣刀)
加工内容: 型腔铣削
单件加工时长:
- CoolSpeed® mini:1分22秒
- 机床主轴:5分30秒
30,000 个零件的总加工时长:
- CoolSpeed® mini:683 小时
- 長軸自動車床:2,750 小时
单刀具节省总时长: 2,067小時!
应用客户: Area 419
加工设备: DMG Mori NLX2500 机床
CoolSpeed® mini 型号: CM-CE-R016-046-4-A
转速: 35,000 转/分钟
驱动方式: 冷却液驱动
冷却液压力: 17 巴(美国标准:260 磅/平方英寸)
工件尺寸: 0.155 英寸
材料: 303不锈钢
硬度: 19 HRC(96 HRB)
客户评价:Marcus Burciaga(Area 419)
“CoolSpeed 使我们能够将原本需要在走心机上加工的小型 Torx 螺丝头零件,转移到 DMG NLX2500 车削中心上完成。使用 CoolSpeed 后,我们成功将每个零件的加工时间缩短了 4 分钟以上。它在一周内就实实在在地收回了成本。能够将微型刀具以所需的 35,000 转/分钟运行,相比机床最高 10,000 转/分钟的局限,为我们的生产运营带来了巨大的效益。”
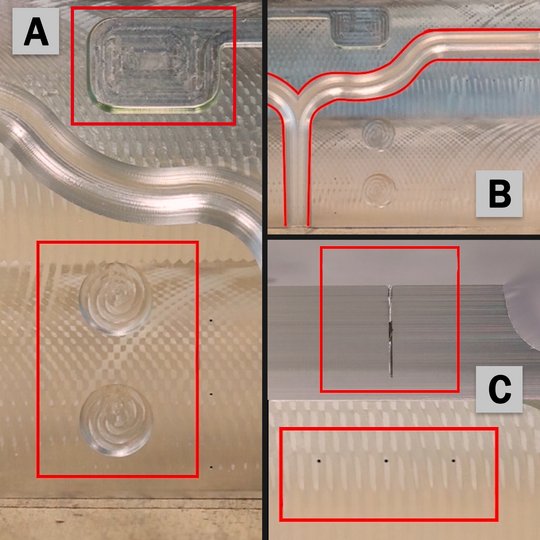
CoolSpeed® MAX 与 CoolSpeed® Flex 微细加工解决方案
应用示例: 演示工件
加工设备: brother S700Xd1 紧凑型加工中心
驱动方式: 冷却液驱动
冷却液压力: 69 巴(1,000 磅/平方英寸)
工件尺寸: 127 毫米 x 127 毫米
材料: 6061 铝合金
A 工序:
使用设备: CoolSpeed® MAX
加工类型: 型腔铣削
刀具: 2 毫米立铣刀
转速: 45,000 转/分钟
进给速度: 150 英寸/分钟
B 工序:
使用设备: CoolSpeed® MAX
加工类型: 圆形槽道加工
刀具: 3 毫米球头立铣刀
转速: 45,000 转/分钟
进给速度: 500 英寸/分钟
C 工序:
使用设备: CoolSpeed® Flex
加工类型: 钻孔
刀具: 0.0079 英寸(约0.2毫米)先导钻
转速: 45,000 转/分钟
进给速度: 2.5 英寸/分钟

相较于机床主轴,CoolSpeed® mini 实现提速 87% 的加工效率
应用示例: 演示工件
加工类型: 型腔铣、槽铣、钻孔及雕刻
总加工时长:
- CoolSpeed® mini:2 分钟
- 机床主轴:15 分 45 秒
总计节省时间: 87%
Machine: Hermle C32
CoolSpeed® mini: CM-CE-F025-010-4-A
rpm: 60,000
Driven by: coolant
Coolant Pressure: 40 bar (580 psi)
Size of work piece: 38 mm x 38 mm x 10 mm
Material: SAE4140

采用 CoolSpeed® 比标准动力刀座提升 86% 铣削效率
应用场景: 电子装配件加工
加工方式: 铣削
总加工时长:
- CoolSpeed® mini:2 分钟
- 标准动力刀座:15 分钟
效率提升: 86% 更快!
加工设备: Citizen Cincom L32 机床
CoolSpeed® mini 型号: CM-CE-R016-046-4-A
转速: 55,000 转/分钟
驱动方式: 冷却液驱动
冷却液压力: 22 巴(319 磅/平方英寸)
工件尺寸: 26 毫米 × 5 毫米
材料: 6061 T6 铝合金


采用 CoolSpeed® 进行文字雕刻
应用场景: 全零件加工演示件
加工方式: 雕刻
CoolSpeed® mini 加工时长: 11 秒
加工设备: Okuma LB3000 EXII 机床
CoolSpeed® mini 型号: CM-CE-F016-046-4-A
转速: 50,000 转/分钟
驱动方式: 冷却液驱动
冷却液压力: 16 巴(230 磅/平方英寸)
工件外径: 69 毫米
材料: AISI 1018 钢
硬度: 126 HB(71 HRB)
11秒!

在车削中心上高效钻削直径0.0189英寸(约0.48毫米)的微孔
应用场景: 使用安装在镗杆支架中的直角CoolSpeed® mini主轴,高速钻削12个直径0.0189英寸(约0.48毫米)、深度0.300英寸(约7.62毫米)的孔
加工方式: 钻削
CoolSpeed® mini加工时长: 80秒
加工设备: Doosan Lynx 2100LSY 车削中心
CoolSpeed® mini型号: CM-CI-R016-016-4-A
转速: 75,000转/分钟
驱动介质: 切削油
冷却液压力: 60巴(870磅/平方英寸)
工件尺寸: 直径约1英寸(约25.4毫米)× 长度约3/4英寸(约19毫米)
材料: 铜
硬度: 51 HRB
80 秒!





