
58% schneller mit CoolSpeed® MAX verglichen mit einer Maschinenspindel
Anwendung: Demowerkstück
Bearbeitung: Taschen- und Nut-Fräsen
Bearbeitungszeit:
- CoolSpeed® MAX: 5:32 Minuten
- Maschinenspindel: 13:15 Minuten
Gesamtzeitersparnis: 58%
Maschine: Hermle C32
CoolSpeed® MAX: CX-CE-F020-109-FL-SB-A
Drehzahl: 28.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 55 bar
Größe Werkstück: 80 mm (Tiefe) x 100 mm (Breite) x 30 mm (Höhe)
Material: SAE1045
Härte: 220 HB
Schneidwerkzeug: Gühring RF 100 U 3732 3.000

Anwendung: Ultra-High-Speed Bearbeitung mit zwei winkelverstellbaren CoolSpeed® Flex-Spindeln im stehenden ER-Spannzangen-Halter mit 45.000 1/min und lang auskragenden Kugelfräsern, die auf 70 Grad eingestellt sind.
Unternehmen: Roush Yates Engines (USA)
Maschine: Mori Seiki NL2000
CoolSpeed® Flex V winkelverstellbar ±92O: CM-CV-R025-016-FL-A
Drehzahl: 45.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 17 bar
Mit CoolSpeed® Flex die Bearbeitungszeit um 1/3 reduzieren als das vorherige Verfahren bei 40.000 Teilen pro Jahr
Anwendung: Fräsen kleiner Nuten mit einem 3-mm-Kugelfräser an einem Formteil
Bearbeitung: Gravieren
Gesamtzeitersparnis: 3x schneller!
Unternehmen: Benmar Fabrication (USA)
Maschine: Takamaz XW-130
CoolSpeed® Flex: CM-CE-F075-037-FL-A
Drehzahl: 42.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 16,5 bar
Größe Werkstück: 50 mm x 50 mm
Material: Matrizenstahl/Gesenkstahl

Fertigung kundenspezifischer, detaillierter Negativformen
Anwendung: Fertigung kundenspezifischer, detaillierter Negativformen mit einem 0,4-mm-Schaftfräser für die Herstellung von Münzen und Barren aus Edelmetall
Bearbeitungszeit: CoolSpeed® Flex dreht 10x schneller als herkömmliche Spindeln, die mit 5.000 Umdrehungen pro Minute drehen. Zudem bietet CoolSpeed® Flex die Möglichkeit 2x kleinere Schneidwerkzeuge zu verwenden. Letztlich verkürzte CoolSpeed® die Gesamtbearbeitungszeit von 48 Stunden auf 5 Stunden.
Gesamtzeitersparnis: 43 Stunden pro Werkstück
Unternehmen: Silverback Precious Metals
Maschine: Source Rabbit Micro Mill
CoolSpeed® Flex: CM-CE-F075-037-FL-A
Drehzahl: 60.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 30 bar
Größe Werkstück: 5 cm x 5 cm
Material: AISI 4140 Stahl, geglüht
Härte: 22 HRC (99 HRB)
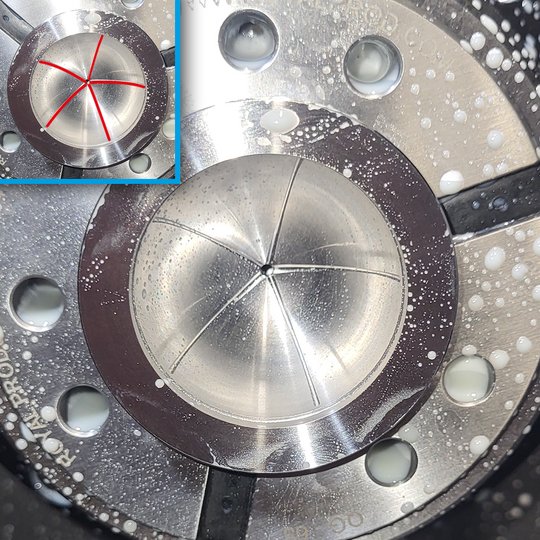
Anwendung: Bearbeitung komplexer Formkerne mit einem Schaftfräser mit 2 mm Durchmesser
Bearbeitung: Schruppen und Schlichten
Bearbeitungszeit: Die Schnittzeit wurde von 12 Stunden auf 4,5 Stunden für 1,5 Millionen Codezeilen bei einer Vorschubgeschwindigkeit von 23.000 mm pro Minute verkürzt.
Gesamtzeitersparnis: 7,5 Stunden bzw. 37,5%
Unternehmen: Fraisa (USA)
Maschine: Hermle C 22 U
CoolSpeed® Flex: CM-CE-F075-037-FL-A
Drehzahl: 70.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 43 bar
Werkstück Ø: 12,7 mm
Material: 440C-SS (Edelstahl)
Härte: 58-60 HRC

Anwendung: Endbearbeitung von hochdekorativen Schmuckstücken mit einem Schaftfräser mit 1 mm Durchmesser
Bearbeitung: Endbearbeitung
Zeitersparnis: Die Gesamtzeitersparnis für den Auftrag betrug 350 Stunden bei 200 Teilen
Gesamtzeitersparnis: 350 Stunden bei 200 Teilen
Unternehmen: La Forge De Style (USA)
Maschine: Haas VF-4SS
CoolSpeed® mini: CM-CE-F025-010-4-A
Drehzahl: 48,000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 20 bar
Werkstück Ø: 7,6 cm
Material: Neusilber
Härte: 120 HB (45 HRB)
Tom Afflard vom Unternehmen La Forge De Style
„Der Kunde hätte diesen Auftrag ohne CoolSpeed® mini nicht gewinnen können. Die Werkzeugmaschine ist nur in der Lage, 10.000 1/min an der Hauptspindel zu liefern, aber mit 20 bar Kühlmitteldruck läuft CoolSpeed® mini mit 48.000 1/min. Durch den Einsatz eines Kugelfräsers mit 1 mm Durchmesser und mit 4 mm Schaftdurchmesser und einer Vorschubgeschwindigkeit von 1.200 mm/min konnte die Zykluszeit für diesen Auftrag auf 25 Minuten reduziert werden. Für alle Teile wurden so etwa 350 Stunden Spindelzeit eingespart.“
Bearbeitung von mikroskopischen Flüssigkeitskanälen für Forschungsprototypen
Anwendung: Verwendung einer Vielzahl von Werkzeuggrößen von 1 mm bis 0,1 mm und kleiner für die Bearbeitung von kleinen Strukturen auf Prototypteilen für die Forschung
Bearbeitung: Schruppen/Schlichten/Taschenfräsen/Löcher
Zeitersparnis: "Die beim Gesamtauftrag gegenüber einer Standard-Maschinenspindel mit 12.000 1/min eingesparte Zeit schätze ich auf mehrere Monate“, so Jeff Tiedeken.
Gesamtzeitersparnis: „Monate“
Unternehmen: Cutting Time (USA)
Maschinen:
- Matsuura MX330 mit ChipBlaster 1000 PSI
- Haas DT1 (5 Achsen) mit Haas 1000 PSI HP
CoolSpeed® mini: CM-CE-R016-046-4-A
Drehzahl: 60.000-80.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 35-60 bar
Größe Werkstück: variiert
Material: Titan (Güteklasse 2)
Härte: 21 HRC (98 HRB)
Jeff Tiedeken vom Unternehmen Cutting Time
„Wir haben derzeit mehr als drei Maschinen, die rund um die Uhr mit CoolSpeed® Spindeln arbeiten! Wir stellen Prototypenteile aus verschiedenen Materialien speziell für die Wissenschaft her. Viele dieser Teile haben Kanäle, Taschen und Löcher, manchmal bis zu 0,1 mm. Der Preis und die Leistung erlauben es uns, mehrere CoolSpeed® Spindeln im Werkzeugmagazin zu haben. Wir schruppen mit einer 1 mm Spindel, säubern mit einer 0,5 mm Spindel und schlichten mit einem 3 mm Fräser.
Wir haben einen großen Produktionsauftrag, der seit zwei Jahren konstant läuft und bei dem wir Titan der Güteklasse 2 schneiden. Die Anzahl der Stunden, die wir im Vergleich zu einer normalen 12.000-1/min-Maschinenspindel einsparen können, würde Monate betragen, und ich kann mir nicht vorstellen, dass wir es anders machen könnten als mit den CoolSpeed® Spindeln."

High-Speed-Bearbeitung von Torx-Schrauben mit CoolSpeed® Flex
Anwendung: ¼-Zoll-Sechskantschraube (Torx)
Schaftfräser auf Torx-Schrauben
Bearbeitung: Taschenfräsen
Bearbeitungszeit pro Werkstück:
- CoolSpeed® Flex: 1:42 Minuten
- Langdrehautomat (1:1 Halter): 7:35 Minuten
Gesamtbearbeitungszeit für 10.000 Werkstücke:
- CoolSpeed® Flex: 283 Stunden
- Langdrehautomat (1:1 Halter): 1264 Stunden
Gesamtzeitersparnis: 981 Stunden ≙ $117.720
Unternehmen: AxisWorks LLC (USA)
Maschine: Citizen L20 IX
CoolSpeed® Flex: CM-CE-F075-037-FL-A
Drehzahl: 60.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 48 bar
Werkstück: 12,7 mm x 15,9 mm
Material: Edelstahl der Güteklasse 303 SS
Härte: 174 BHN
Erik Gross vom Unternehmen AxisWorks
„Als die Reparatur des 1:4-Schnellläufer anstand, suchten wir nach einer Alternative. Wir entschieden uns für CoolSpeed® Flex, da preisgünstig, bei WTO USA am Lager verfügbar und damit Drehzahlen bis 80.000 1/min erreicht werden können. Betrieben wurde CoolSpeed® Flex letztlich mit 60.000 1/min. Wir konnten die Standzeit der Werkzeuge verbessern und zudem 317 Stunden Betriebsdauer bei unseren Schnellläufern einsparen, da diese während der Bearbeitung nicht eingesetzt werden mussten.
Der clevere Einsatz des Kühlmittels zum Antrieb und zur Kühlung beim CoolSpeed® Flex ist ebenfalls ein großer Vorteil gegenüber Schnellläufern.“

High-Speed-Bearbeitung von T20-Torx-Schraubenköpfen mit CoolSpeed® mini
Anwendung: Pilotbohren mit 2,8 mm Bohrer und Taschenfräsen mit einem 0,6 mm Schaftfräser auf Torx-Schraubenköpfen
Bearbeitung: Pocketing
Bearbeitungszeit pro Werkstück:
- CoolSpeed® mini: 1:22 Minuten
- Langdrehautomat: 5:30 Minuten
Gesamtbearbeitungszeit für 30.000 Werkstücke:
- CoolSpeed® mini: 683 Stunden
- Langdrehautomat: 2.750 Stunden
Gesamtzeitersparnis: 2.067 Stunden!
Unternehmen: Area 419 (USA)
Maschine: DMG Mori NLX2500
CoolSpeed® mini: CM-CE-R016-046-4-A
Drehzahl: 35.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 17 bar
Werkstück Ø: 4 mm
Material: Edelstahl der Güteklasse 303 SS
Härte: 19 HRC (96 HRB)
Marcus Burciaga vom Unternehmen Area 419
„CoolSpeed hat es uns ermöglicht, auf unserem DMG NLX2500 Drehzentrum kleine Torx-Schraubenköpfe zu fertigen, die normalerweise auf einem Langdrehautomaten bearbeitet würden. Durch den Einsatz von CoolSpeed konnten wir über 4 Minuten Bearbeitungszeit pro Teil einsparen. Es hat sich buchstäblich innerhalb einer Woche bezahlt gemacht. Es war ein riesiger Vorteil für uns das Mikrowerkzeug mit der erforderlichen Drehzahl von 35.000 1/min zu drehen – im Gegensatz zur maximalen Drehzahl der Maschine von nur 10.000 1/min.“
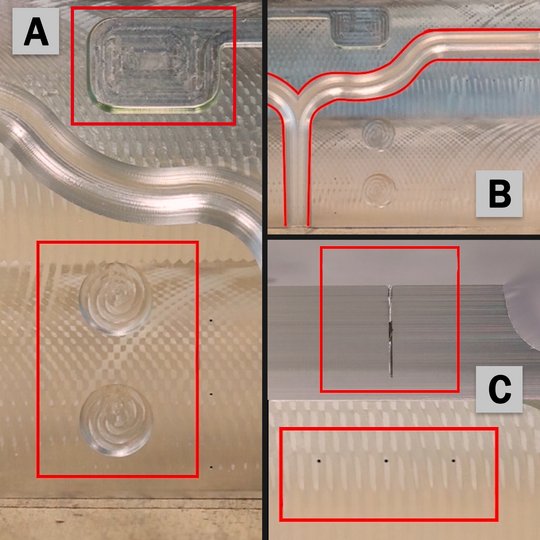
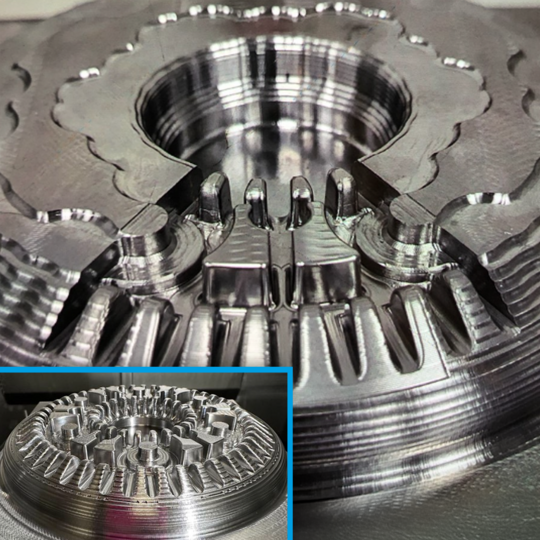
Mikro-Bearbeitung mit CoolSpeed® MAX und CoolSpeed® Flex
Anwendung: Demowerkstück
Maschine: brother S700Xd1 Compact Machining Center
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 69 bar
Größe Werkstück: 127 mm x 127 mm
Material: 6061 Aluminium
A:
CoolSpeed® MAX
Bearbeitung: Taschenfräsen
Werkzeug: Schaftfräser, 2 mm
Drehzahl: 45.000 1/min
Vorschub: 3,8 m/min
B:
CoolSpeed® MAX
Bearbeitung: Kühlmittelkanal
Werkzeug: Kugelkopf Schaftfräser, 3 mm
Drehzahl: 45.000 1/min
Vorschub: 12,7 m/min
C:
CoolSpeed® Flex
Bearbeitung: Bohren
Werkzeug: Pilotbohrer 0,2 mm
Drehzahl: 45.000 1/min
Vorschub: 0,0635 m/min

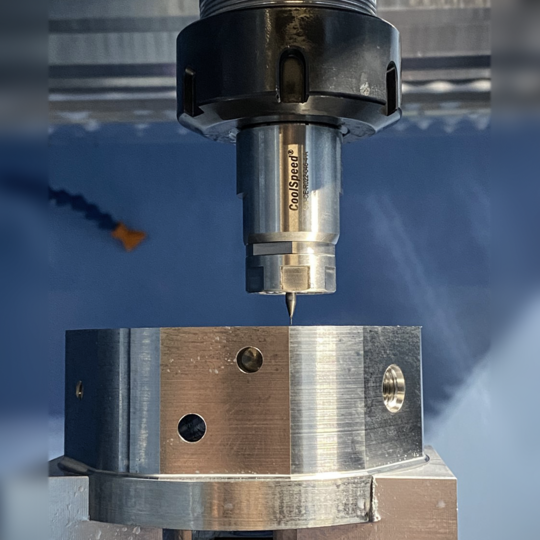
87% schneller mit CoolSpeed® mini verglichen mit einer Maschinenspindel
Anwendung: Demowerkstück
Bearbeitung: Taschen- und Nut-Fräsen, Bohren und Gravieren
Bearbeitungszeit:
- CoolSpeed® mini: 2 Minuten
- Maschinenspindel: 15:45 Minuten
Gesamtzeitersparnis: 87%
Maschine: Hermle C32
CoolSpeed® mini: CM-CE-F025-010-4-A
Drehzahl: 60.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 40 bar
Größe Werkstück: 38 mm x 38 mm x 10 mm
Material: SAE4140

86% schneller Fräsen mit CoolSpeed: als mit angetriebenen Standard-Werkzeughaltern
Anwendung: Komponente einer Elektronikbaugruppe
Bearbeitung: Fräsen
Bearbeitungszeit:
- CoolSpeed® mini: 2 Minuten
- angetriebener Standard-Werkzeughalter: 15 Minuten
86% schneller!
Maschine: Citizen Cincom L32
CoolSpeed® mini: CM-CE-R016-046-4-A
Drehzahl: 55.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 22 bar
Größe Werkstück: 26 mm x 5 mm
Material: 6061 T6 Aluminium


Beschriftungen mit CoolSpeed® gravieren
Anwendung: Demowerkstück für Komplettbearbeitung eines Teils
Bearbeitung: Gravieren
Bearbeitungszeit CoolSpeed® mini: 11 Sekunden
Maschine: Okuma LB3000 EXII
CoolSpeed® mini: CM-CE-F016-046-4-A
Drehzahl: 50.000 1/min
Angetrieben durch: Kühlmittel
Kühlmitteldruck: 16 bar
Außendurchmesser Werkstück: 69 mm
Material: AISI 1018
Härte: 126 HB (71 HRB)
Nur 11 Sekunden

Mit High-Speed schnell und effizient: 0,5 mm Bohrungen auf dem Drehzentrum fertigen
Anwendung: 12 Bohrungen je 0,5 mm Durchmesser und 7,6 mm Tiefe mit einer abgewinkelten CoolSpeed® mini Spindel, montiert in einem Bohrstangenhalter
Bearbeitung: Bohren
Bearbeitungszeit CoolSpeed® mini: 80 Sekunden
Maschine: Doosan Lynx 2100LSY
CoolSpeed® mini: CM-CI-R016-016-4-A
Drehzahl: 75.000 1/min
Angetrieben durch: Schneidöl
Kühlmitteldruck: 60 bar
Größe Werkstück: 25 mm Durchmesser x 19 mm Höhe
Material: Kupfer
Härte: 51 HRB
80 Sekunden!







